Lucia Lee
Last update: 14/05/2025
When it comes to production monitoring, balancing speed and accuracy is a pain point that traditional methods often fail to solve. But modern technology has changed the game. Production monitoring using computer vision enables your line to see and think in real time - like sharp-eyed supervisors on every corner. This technology doesn’t just collect data - it observes, interprets, and helps you act instantly. Keep scrolling down to discover how computer vision is redefining what’s possible in production monitoring.
Computer vision is a branch of artificial intelligence that enables machines to interpret and understand visual information - just like the human eye, but faster and more consistently. By using cameras, sensors, and advanced algorithms, computer vision systems can detect patterns, recognize objects, and make sense of complex visual data in real time.
In manufacturing, this means turning everyday visuals from your factory floor into actionable insights. Whether it's spotting a defective item, counting inventory, or tracking worker safety compliance, computer vision empowers your systems to “see” what’s happening and respond immediately.
Production monitoring is the real-time tracking and analysis of manufacturing activities to improve efficiency and product quality. It involves collecting accurate data from machines, processes, and workers - such as output rates, downtime, defect rates, and energy use - and turning that data into actionable insights. By continuously monitoring these elements, manufacturers can quickly spot issues, optimize performance, and make better decisions to keep production running smoothly.
AI vs traditional production monitoring systems
Technology plays a key role in helping manufacturers monitor their production, and production monitoring systems have come a long way. While traditional systems focus on collecting and displaying raw data and often require significant human intervention, AI-powered systems take things a step further. These advanced systems don’t just show you what’s happening; they analyze patterns, predict failures, and even recommend corrective actions automatically.
Production monitoring using computer vision and machine learning - two critical branches of AI - takes a proactive rather than reactive approach, allowing you to stay ahead of issues and make strategic improvements in real time.
Computer vision is a game-changer in the manufacturing landscape, working tirelessly as a vigilant supervisor that keeps a close eye on every corner of the factory floor. Let’s explore the use cases of production monitoring using computer vision.
Raw material inspection
Great products start with great materials, and computer vision helps ensure just that. Before production even begins, computer vision systems step in to inspect incoming raw materials with precision and consistency. These intelligent systems verify that materials meet size, shape, and specification requirements while also scanning for any foreign objects or contaminants that could affect product integrity.
By catching quality issues early, manufacturers can stop defects at the source, preventing flawed materials from ever reaching the production line. This proactive approach not only safeguards final product quality but also minimizes production delays and reduces waste. It also helps bridge gaps between shifts, ensuring a seamless, uninterrupted flow of high-quality materials into the process.

Raw material inspection
Production line monitoring
In fast-paced manufacturing environments, keeping the production line running smoothly is non-negotiable, and computer vision is helping make that happen with speed and precision.
With real-time camera analytics, computer vision systems provide full and timely visibility into the entire production process. They can instantly detect issues like equipment malfunctions, bottlenecks, or quality deviations as they arise. This allows for immediate intervention, reducing downtime and keeping the line moving efficiently.
Real-time production monitoring using computer vision goes beyond computer vision defect detection. It also automates quality checks, tracks production flow, and flags abnormalities with a level of consistency that far surpasses manual monitoring. Over time, the data collected also helps fine-tune workflows, optimize throughput, and ensure consistent product quality across every batch.
Assembly line monitoring
Even minor missteps in the assembly line can lead to costly defects and delays. Thankfully, computer vision has emerged as a vigilant overseer of the entire assembly process. By continuously analyzing live video feeds from the production line, the system can detect deviations from standard operating procedures the moment they occur, whether it’s a misaligned component in an electronics factory or a missing part in a medical device.
This real-time oversight helps manufacturers catch defects early in the process rather than after final assembly, reducing product returns, improving customer satisfaction, and ensuring compliance with industry standards. Industries like aerospace and pharmaceuticals benefit especially from this technology, where precision is the top priority.

Assembly line monitoring
Inventory management
Keeping tabs on inventory is a never-ending task in manufacturing, and manual inventory management often drains time and manpower. Computer vision changes the game by offering a smarter, real-time way to manage stock. Equipped with AI-powered cameras and image recognition software, these systems continuously scan inventory shelves, tracking product quantities, movement, and even signs of damage or tampering.
Instead of relying on manual checks or periodic audits, manufacturers gain 24/7 visibility into what’s in stock and what’s running low. The system captures and analyzes visual data frame by frame, automatically recognizing items and detecting trends. By leveraging this application of production monitoring using computer vision, businesses can make informed, timely decisions to avoid stockouts and overstocks, which can hurt their sales.
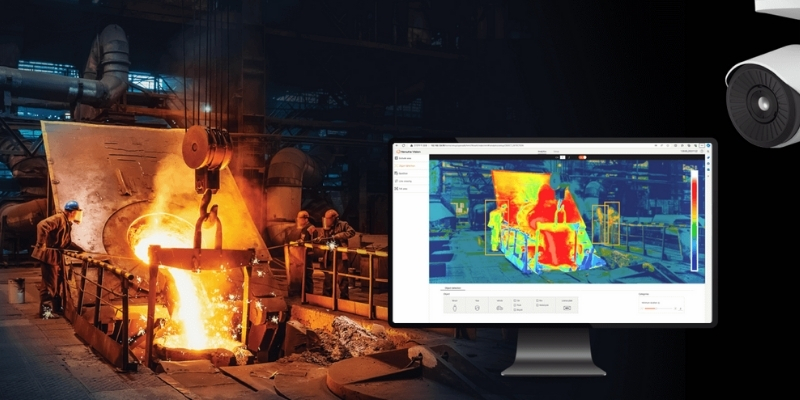
Heat treatment & furnace area
In heat treatment, precision is the key. Whether it’s steel hardening or alloy tempering, even slight deviations in temperature or timing can compromise material integrity. This has become less of a headache for manufacturers thanks to production monitoring using computer vision.
Using thermal imaging cameras, computer vision systems continuously monitor furnace temperatures, instantly flagging irregularities like hot or cold spots that could affect the treatment outcome. Combined with AI-powered analytics, these systems verify adherence to heating, holding, and cooling cycles in real time, ensuring consistent quality across batches.
Beyond quality assurance, computer vision enhances traceability by tracking each batch through the furnace process, reducing mix-ups and improving workflow coordination. It also enables predictive maintenance by spotting early signs of furnace wear, helping prevent costly breakdowns. And thanks to automated defect detection, issues like oxidation or scaling are identified before they escalate.
Heat treatment & furnace area
Machine & equipment maintenance
Unexpected machine failures can grind production to a halt, but with computer vision, machine and equipment maintenance becomes smarter and more effective than ever before. Vision-enabled systems continuously monitor machinery using high-resolution cameras and sensors, detecting early warning signs like unusual vibrations, overheating, or surface wear that might otherwise go unnoticed.
Backed by machine learning, these systems don’t just spot problems - they predict them. By analyzing visual data in real time, computer vision enables intelligent fault diagnosis and pinpoints exactly when and where maintenance is needed. This proactive approach, known as predictive maintenance, helps manufacturers shift from time-based servicing to condition-based upkeep, ensuring machines are only maintained when necessary.
The result? Reduced downtime, lower maintenance costs, and longer equipment lifespan. Instead of reacting to breakdowns, manufacturers stay one step ahead, keeping operations running smoothly and efficiently.
Safety and workforce monitoring
Production monitoring using computer vision is not just about products or machinery; it’s also about the safety of employees. In high-risk manufacturing environments, even a momentary lapse in safety protocol can have serious consequences. Computer vision has stepped in as a proactive safety partner.
By analyzing real-time video feeds from strategically placed cameras, computer vision systems can detect unsafe behaviors or hazards before they escalate. From identifying workers not wearing proper PPE like helmets or safety goggles, to flagging spills, obstructions, or unauthorized access, these AI-driven tools provide instant alerts when something isn’t right.
But it goes beyond compliance. With built-in behavior analysis, companies can monitor worker movements around heavy machinery, ensure safety zones are respected, and spot patterns that may lead to future incidents. This level of intelligent surveillance helps reduce accidents, support regulatory compliance, and build a culture of safety - where prevention replaces reaction.

Safety and workforce monitoring
Finished goods inspection
Before products leave the warehouse, they face one final quality gate, and computer vision makes that gate smarter and faster. By analyzing visual data in real time, computer vision systems meticulously inspect finished goods for defects, dimensional accuracy, packing compliance, and label correctness.
Whether checking that products meet customer specifications or verifying shipping marks and packaging, these automated inspections help catch issues before they reach the customer. With production monitoring using computer vision at the very last stage, manufacturers can detect even subtle deviations, ensuring only compliant, high-quality goods are released.
This not only reduces return rates and customer complaints but also reinforces trust in your brand by consistently delivering what was promised - on spec and on time.
Waste reduction and sustainability
Smart manufacturing isn’t just about speed - it’s about sustainability. With computer vision AI, factories gain deeper control over resource usage, waste generation, and environmental impact. These systems detect defects early, optimize processes, and reduce unnecessary material usage, helping manufacturers prevent waste before it happens.
Advanced vision analytics track energy and raw material consumption in real time, pinpointing inefficiencies like underused conveyors or excess resource allocation. By integrating AI-driven insights into everyday operations, manufacturers can cut costs, lower their carbon footprint, and align production with modern sustainability goals.
Integrating computer vision into production monitoring systems is more than just keeping an eye on the line - it’s about empowering smart, scalable decision-making across the entire production floor. There are various benefits you can reap by adopting this technology, such as:
Enhanced accuracy
Traditional monitoring can miss the mark when it comes to subtle visual details. Meanwhile, computer vision - with high-precision image analysis - catches inconsistencies that even trained eyes might overlook. This level of accuracy helps maintain stringent quality standards without slowing down production.
Also read: Real-world Applications of Computer Vision Across Industries
Efficiency in monitoring
With real-time automated visual inspection, manufacturers can monitor operations around the clock without overburdening their workforce. This translates into faster issue detection, instant alerts, and quicker adjustments, all of which keep workflows smooth and efficient.
Cost reduction
Cutting unnecessary costs without cutting corners is every manufacturer's goal. Computer vision reduces labor-intensive manual inspections, minimizes product recalls, and detects faults early - all for lowering operational expenses.
Anomaly detection
Computer vision doesn’t just track what’s supposed to happen; it spots what shouldn’t. From machinery glitches to process deviations and defective units, the system flags anomalies before they turn into major setbacks. That early warning system enables quick fixes and helps maintain a steady flow on the production line.
Improved product quality
Consistent quality is no longer a hope - it’s an outcome you can easily achieve with production monitoring using computer vision. These smart systems continuously monitor for defects, color mismatches, shape deviations, and more. As a result, you can act instantly, ensuring that only top-tier products make it to the final stage.

Improved product quality
Data-driven insights
The data captured by computer vision systems isn’t just for display - it’s for action. Visual AI platforms analyze patterns across massive datasets, turning raw footage into actionable insights. Manufacturers can uncover inefficiencies, fine-tune processes, and gain a clearer understanding of where improvements are needed.
Reduced downtime
Downtime is the silent profit killer, but it can be reduced with production monitoring using computer vision. Computer vision powers predictive maintenance, helping you get ahead of potential equipment failures to prevent unexpected halts and therefore reduce downtime.
Enhanced safety
Safety isn’t optional - it’s critical in the manufacturing landscape. Vision-based monitoring keeps a close watch on machinery and working environments, spotting potential hazards in real-time. Whether it’s an overheating unit or an operator entering a danger zone, immediate alerts help mitigate risks and keep workers protected.
Scalability and flexibility
As demand shifts, your monitoring system shouldn’t hold you back. Computer vision systems are designed to scale, adapting seamlessly to new production lines, fluctuating volumes, or new product types. Their modular nature ensures easy integration with existing setups, empowering manufacturers to grow without compromising on quality or efficiency.
While computer vision is revolutionizing the manufacturing floor with smarter, faster, and more accurate monitoring, it's not without its hurdles. Like any powerful innovation, successful implementation comes with challenges that businesses must be aware of and actively manage.
High initial investment
Adopting computer vision isn’t as simple as plugging in a few cameras. It requires a significant upfront investment in high-quality sensors, robust computing infrastructure, and specialized software. For small or mid-sized manufacturers, these costs can feel like a steep barrier, especially when budgets are already tight. However, this is often a strategic investment with long-term payoffs in productivity and quality.
Data demands and quality
Computer vision systems rely heavily on large volumes of well-labeled, high-quality data to function effectively. But collecting this data - especially in complex and constantly changing production environments - takes time, resources, and technical know-how. Ensuring the data is diverse enough to train reliable models can be a major bottleneck, particularly for manufacturers with limited AI experience.
Integration with legacy systems
Many factories still operate on older machinery and software that weren’t designed to communicate with modern AI tools. Integrating computer vision into these environments can be tricky and time-consuming.
Environmental variability
Factory floors aren’t always controlled environments. Changes in lighting, dust, vibrations, or even slight shifts in product appearance can throw off a vision system’s accuracy. Unlike human inspectors who can adapt quickly, these AI-powered tools need regular calibration, tuning, and maintenance to keep up with real-world variability.
Cybersecurity risks
With more devices connected to networks and data flowing between systems, cybersecurity becomes a critical concern. Computer vision solutions can inadvertently open up vulnerabilities if not properly secured. Protecting data and ensuring compliance with privacy standards must be part of the implementation strategy from day one.
Workforce expertise and training
Introducing AI into manufacturing isn’t just a tech challenge; it’s a people challenge. Many production teams may not be familiar with machine learning concepts or the operational demands of vision systems. Upskilling staff or hiring specialized talent is often essential, but it takes time and resources. Without the right expertise in place, systems may underperform or go underutilized.
Computer vision is redefining the way manufacturers monitor production, bringing unprecedented accuracy, real-time insights, and smarter decision-making to the factory floor. While the journey of production monitoring using computer vision comes with its challenges, the long-term gains in efficiency, quality, and competitiveness are hard to ignore.
At Sky Solution, we help businesses harness the full power of computer vision with solutions tailored to your production environment. Whether you're exploring automation for the first time or looking to scale existing systems, our team is here to support your digital transformation - step by step. Contact us now for free consultation and elevate your production monitoring.


.jpg&w=3840&q=75)
.jpg&w=3840&q=75)