Lucia Lee
Last update: 24/11/2025
In manufacturing, even a tiny defect can snowball into major delays, wasted materials, or customer complaints. Imagine a production line that spots mistakes the instant they happen, before they ever leave the factory floor. Error-proofing manufacturing with computer vision turns this idea into reality, giving factories the ability to detect, analyze, and prevent errors in real time. Keep reading to understand how computer vision enables error-proofing manufacturing, and what this means for businesses like yours.
Error-proofing manufacturing, often called mistake proofing or by its Japanese term poka-yoke, is a systematic approach designed to prevent errors from occurring or to make them immediately visible when they do. The goal is simple: stop defects before they progress down the production line or reach the customer.
At its core, error-proofing focuses on detecting mistakes at the source - either by making it physically impossible for an error to happen or by alerting operators the moment something goes wrong. Whether you call it mistake proofing, poka-yoke, or error-proofing, the purpose remains the same: safeguard product quality, reduce waste, and streamline manufacturing processes.
Error-proofing manufacturing with computer vision takes traditional mistake-proofing to the next level by detecting defects in real time as products move along the production line. Advanced computer vision techniques - like object detection and image segmentation - enable systems to spot issues such as scratches, misalignments, missing components, or assembly errors with pinpoint accuracy.
Unlike manual inspections, which can be inconsistent and susceptible to human fatigue, computer vision systems operate continuously without compromising precision. By capturing high-resolution images or video streams, these systems compare products against trained models built from vast datasets, instantly distinguishing between acceptable items and defective ones.
The result of quality control in manufacturing using computer vision is a faster, more reliable production process where errors are caught immediately, minimizing waste, preventing defective products from reaching customers, and ultimately boosting overall quality and efficiency.
Error-proofing isn’t theoretical - it comes to life on the factory floor and is enhanced significantly. Here are some of the most practical, high-impact ways computer vision catches mistakes long before they become costly defects.
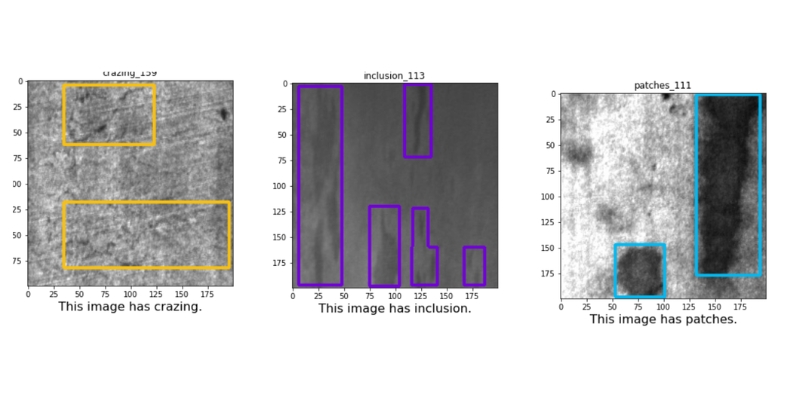
Surface defect detection
One of the most foundational applications of error-proofing manufacturing with computer vision is identifying surface flaws early in production. Scratches, dents, cracks, and stains can compromise both aesthetics and function, and human inspectors often miss these issues when lines move quickly. With high-resolution cameras and advanced image processing, manufacturers gain continuous inspection automation that catches irregularities instantly. This level of automated fault identification ensures consistent quality control and prevents defective surfaces from slipping into downstream stages.
Surface defect detection
Dimensional accuracy verification
When products rely on precise measurements, even tiny deviations can cause failures or assembly issues. Through computer vision for precision in manufacturing, companies can continuously measure parts using vision sensors and industrial imaging. The system validates whether each dimension meets engineering specs, allowing real-time analysis at scale. This form of error-proofing manufacturing with computer vision boosts manufacturing accuracy, reduces waste, and keeps components perfectly aligned with design requirements.
Assembly misalignment detection
Misaligned components are a major source of failures in mechanical, electronic, and consumer products. With AI error-proofing systems for manufacturing, cameras monitor each assembly step, verifying that parts are correctly positioned or fastened within tolerance. By detecting discrepancies instantly, these visual inspection systems reduce rework and maintain the integrity of the build. This is where error-proofing manufacturing with computer vision significantly outperforms manual oversight - errors are spotted before they become defects.
Color and pattern consistency checks
Color mismatches, printing defects, and pattern inconsistencies can damage product quality and brand trust. Using machine vision and automated defect recognition, manufacturers compare each item against approved references. Subtle variations invisible to human inspectors become easy to detect with automated defect detection. This ensures downstream processes receive only products with uniform appearance and labeling - another critical layer of error-proofing manufacturing with computer vision.
Assembly error prevention and operator guidance
Complex assemblies often require operators to follow precise sequences. Through error detection using computer vision in assembly lines, AI systems verify each action in real time: Was the right part picked? Was it installed correctly? Was the sequence followed? AI-powered visual inspection for error prevention reduces reliance on memory or manual checklists, reinforcing error reduction and helping operators maintain consistency at every step.
Assembly error prevention and operator guidance
Precision kitting and part verification
Kitting errors - missing parts, duplicates, or incorrect items - can halt an entire downstream process. With AI-driven error-proofing systems for production lines, cameras compare each component against digital kitting lists. The system immediately flags discrepancies, enabling accurate product verification and smooth handoff between teams. Combining industrial imaging with automated alerts prevents costly delays and strengthens customer confidence.
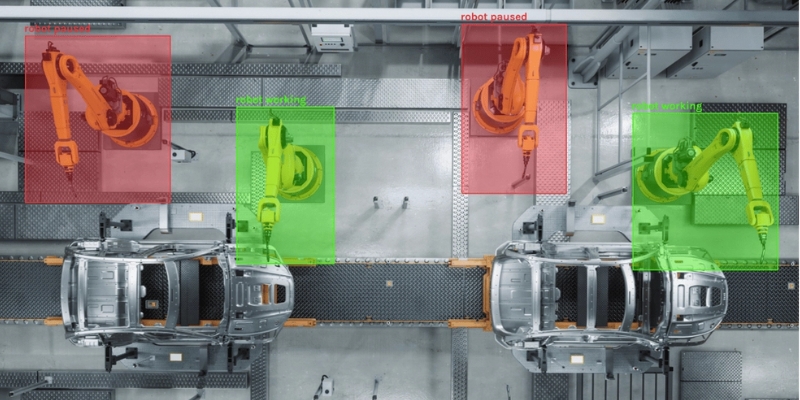
Workstation monitoring for accuracy and productivity
Some environments handle dozens or hundreds of small components, making manual verification prone to oversight. Using deep learning for error proofing in manufacturing, cameras track assembly sequences, detect missed steps, and identify duplicated actions. Beyond improving quality control, this provides actionable data on workflow efficiency, cycle times, and operator performance. Over time, teams gain clearer insight into where to train, optimize, or redesign processes.
Final dispatch verification
Before products leave the facility, production line monitoring powered by machine vision performs one last check. Cameras validate that the shipment matches the order, preventing incorrect deliveries - a common source of penalties, rework, and customer dissatisfaction. This last stage of visual inspection systems acts as the final shield against errors, ensuring customers receive the exact products they expect, every time.
Error-proofing becomes far more powerful when you add computer vision to the mix. By combining automated visual intelligence with real-time decision-making, manufacturers can elevate quality, efficiency, and reliability across every stage of production. Here’s how this technology delivers meaningful, measurable advantages.
Higher accuracy and consistent quality
One of the biggest strengths of computer vision is its ability to detect even the smallest defects with remarkable precision. Whether it's tiny scratches, subtle misalignments, color inconsistencies, or missing components, vision-based systems can catch what the human eye may overlook. They don’t tire, rush, or vary in judgment - meaning every product is evaluated against the same high standards.
Over time, these systems become even more reliable. By learning from visual data and using operator feedback to refine models, accuracy improves continuously, reducing false positives and missed defects. The result is far fewer quality escapes and a more predictable production process.

Higher accuracy and consistent quality
Scalable across lines, sites, and use cases
Scaling manual inspection requires more people - scaling computer vision simply requires more cameras and model deployment. That’s why manufacturers find the technology so flexible. It can be added to existing production lines, replicated across multiple facilities, or expanded into new use cases with minimal disruption.
And its value doesn’t stop at defect detection. With the right infrastructure, the same vision system can support inventory management, equipment monitoring, process validation, and more. If a camera can see it, computer vision can help manage it.
Increased efficiency and faster throughput
Automating inspection eliminates slow, repetitive, manual checks that often create bottlenecks. Computer vision processes visual data in milliseconds, enabling real-time decisions and keeping production moving smoothly.
Manufacturers also gain clearer visibility into production performance. Vision data pinpoints assembly delays, highlights workflow issues, and uncovers opportunities for optimization. When paired with robots or cobots, vision-guided automation further boosts speed and precision - accelerating cycles without sacrificing quality.
Meaningful cost reduction
Error-proofing with computer vision drives meaningful cost reduction across the entire production workflow. By catching defects earlier and with greater accuracy, manufacturers generate far less scrap and rework - protecting both material usage and operating margins.
Automation also reduces the need for labor-intensive manual inspections, freeing teams to focus on higher-value tasks. At the same time, real-time anomaly detection lowers the risk of costly recalls and warranty claims by preventing defective products from ever reaching customers. And as vision systems collect operational data, they unlock predictive insights that help manufacturers prevent equipment failures and minimize unplanned downtime. Together, these advantages make computer vision not just a quality tool, but a powerful driver of sustainable, long-term cost efficiency.
Stronger safety and compliance
Error-proofing manufacturing with computer vision doesn’t just protect product quality - it protects people. It can monitor whether workers are wearing the right PPE, identify unsafe behaviors, or spot when someone enters a restricted zone. Some systems can even detect early signs of hazards, such as machine overheating, abnormal movements, smoke, or leaks. By reducing reliance on manual supervision, manufacturers gain consistent safety compliance monitoring while preventing accidents before they happen.
Sustainability through waste reduction
The environmental impact of computer vision is often overlooked, but it’s significant. Better defect detection means fewer rejected products, lower material waste, and more efficient use of energy and resources. By helping manufacturers make more with less, computer vision directly supports long-term sustainability goals.
Data-driven decision making
Computer vision turns visual inspection into a source of powerful operational insights. Manufacturers can analyze defect trends, track performance over time, and understand failure patterns with far more depth than manual inspection ever allowed. This kind of visibility fuels continuous improvement - making every line smarter, more predictable, and more optimized.
Error-proofing with computer vision delivers huge gains, but the journey to get there requires navigating a few implementation challenges.
High upfront investment
Adopting computer vision often requires substantial initial spending on industrial-grade cameras, sensors, edge devices, and upgraded computing infrastructure. For manufacturers with older equipment - or limited capital - this cost barrier can slow down or complicate adoption, even if the long-term ROI is promising.
Heavy data requirements
Computer vision models depend on large, diverse, and accurately labeled datasets to identify defects reliably. Gathering this data in real production environments is resource-intensive, as factories deal with constantly changing materials, angles, lighting conditions, and surface types. Without strong data foundations, model accuracy can suffer.

Heavy data requirements
Environmental variability
Factory floors are dynamic spaces, and factors like fluctuating lighting, shadows, dust, reflections, or machine vibrations can interfere with image clarity and reduce detection accuracy. Maintaining consistent performance requires ongoing tuning, periodic retraining, and regular equipment maintenance.
Workforce training and skill gaps
Introducing computer vision technology means operators, maintenance teams, and quality engineers must learn to work with new tools and workflows. For organizations without in-house AI or automation expertise, upskilling staff or bringing in external specialists can be challenging and time-consuming - but is essential for smooth operation.
Error-proofing manufacturing with computer vision isn’t just a technological upgrade - it’s a strategic shift toward accuracy, consistency, and long-term competitiveness. As factories push for higher output and tighter tolerances, computer vision becomes the backbone that keeps defects out, quality up, and operations running smoothly. The companies that master it today will define the manufacturing standards of tomorrow.
If you’re ready to bring this level of precision to your production lines, Sky Solution helps manufacturers deploy scalable, real-world computer vision systems that actually work on the factory floor - not just in theory. Contact us now to discuss how your quality control can go from reactive to future-ready.


.jpg&w=3840&q=75)
